Dil Değiştir :
Sade yataklar - Montaj ve toleranslar


Gövde deliği için tolerans nedir?
iglidur kaymalı yataklar, H7 toleranslı bir yuva deliğine büyük boy ile preslenen pres-fit yataklardır. Şaftlar için en az h9 toleransı tavsiye edilir. İç çapları sadece H7 gövde deliğine presle oturtulduktan sonra ayarlanır. Presle geçme fazlalık boyutu iç çapın %2 kadar olabilir. Bu, burçların güvenli bir şekilde preslenmesini sağlar ve muhafazadaki eksenel ve radyal yer değiştirmeleri önler.
Yuvadaki delik, tüm rulmanlar için H7 toleransına göre üretilmeli ve mümkün olduğunca düzgün, eşit ve pahlı olmalıdır. Merkezleme veya kalibrasyon pimlerinin kullanılması rulmana zarar verebileceğinden ve daha fazla boşluğa yol açabileceğinden montaj düz bir presle gerçekleştirilir.
iglidur kaymalı yataklar için ISO toleransları [mm]
| Çap d1 | Konut H7 | Şaft h9 | E10 (toleranslar ISO 3547-1'e göre) | E11 (toleranslar ISO 3547-1'e göre) | F10 (toleranslar ISO 3547-1'e göre) | D11 (toleranslar ISO 3547-1'e göre) |
|---|---|---|---|---|---|---|
| 3'e kadar | +0,000 +0,010 | -0,025 +0,000 | +0.014 +0.054 | +0,014 +0,074 | +0.006 +0.046 | +0,020 +0,080 |
| > 3'ten 6'ya kadar | +0,000 +0,012 | -0,030 +0,000 | +0.020 +0.068 | +0,020 +0,095 | +0.010 +0.058 | +0,030 +0,105 |
| > 6'dan 10'a kadar | +0,000 +0,015 | -0,036 +0,000 | +0.025 +0.083 | +0,025 +0,115 | +0.013 +0.071 | +0,040 +0,130 |
| > 10'dan 18'e kadar | +0,000 +0,018 | -0,043 +0,000 | +0.032 +0.102 | +0,032 +0,142 | +0.016 +0.086 | +0,050 +0,160 |
| > 18'den 30'a kadar | +0,000 +0,021 | -0,052 +0,000 | +0.040 +0.124 | +0,040 +0,170 | +0.020 +0.104 | +0,065 +0,195 |
| > 30 ila 50 | +0,000 +0,025 | -0,062 +0,000 | +0.050 +0.150 | +0,050 +0,210 | +0.025 +0.125 | +0,080 +0,240 |
| >50 ila 80 | +0,000 +0,030 | -0,074 +0,000 | +0.060 +0.180 | +0,060 +0,250 | +0.030 +0.150 | +0,100 +0,290 |
| >80 ila 120 | +0,000 +0,035 | -0,087 +0,000 | +0.072 +0.212 | +0,072 +0,292 | +0,036 +0,176 | +0,120 +0,340 |
| > 120 ila 180 | +0,000 +0,040 | -0,100 +0,000 | +0.085 +0.245 | +0,085 +0,335 | +0,043 +0,203 | +0,145 +0,395 |
En çok okunan teknik incelememiz
Toleranslar, kurulum, ölçüm
Plastik rulmanlar: toleranslar, montaj, ölçüm başlıklı teknik dokümanımız neden bu kadar popüler? Çünkü plastik rulmanlarla yapılan günlük çalışmalarda en sık karşılaşılan hata kaynaklarına son verir:
❌ Yanlış tolerans tasarımı
❌ Kaymalı yatakların yanlış ölçümü
❌ Yanlış montaj nedeniyle yataklarda hasar
Teknik rapor, diğerlerinin yanı sıra aşağıdaki konuları kapsamaktadır:
Doğru yatak boşluğu için tolerans tasarımı
✅ Pres-fit ve yatak boşluğu
✅ Nem emilimi
✅ Plastiğin ısıl genleşmesi
✅ Önerilen toleranslar
Plastik kaymalı yataklar nasıl doğru ölçülür
✅ Kaymalı yatakların doğru ölçülmesi
✅ İç çapın kontrol edilmesi
Plastik rulmanların doğru takılması
✅ Montaj toleranslarının önemi
✅ Gövde deliğinin hazırlanması
Önerilen toleranslar
İglidur kaymalı yatağın montaj yüksekliği ve toleransları malzemeye ve duvar kalınlığına bağlıdır. Nem emilimi ve termal genleşme malzeme için belirleyicidir. Düşük nem emilimine sahip kaymalı yataklar, küçük bir yatak boşluğu ile monte edilebilir. Duvar kalınlığı için aşağıdakiler geçerlidir: rulman ne kadar kalınsa, rulman boşluğu o kadar fazla olmalıdır.
Bu, iglidur kaymalı yataklar için farklı tolerans sınıfları ile sonuçlanır. Bu toleranslarla iglidur kaymalı yataklar, ilgili izin verilen sıcaklık aralığında ve 70%'a kadar nem seviyelerinde kurulum önerilerine uygun olarak çalıştırılabilir. Daha yüksek nemde veya rulmanlar su altında çalıştırılıyorsa, nem emilimi düşük malzemeler tercih edilir.
Daha fazla bilgi için ücretsiz teknik dokümanımıza bakabilirsiniz
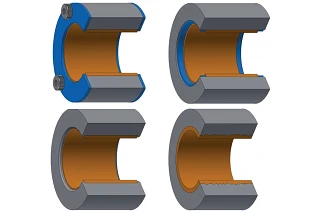
Çeşitli pres-fit yöntemleri
Hidrolik veya mekanik
En yaygın yöntem, kaymalı yatağın bir el presi kullanılarak mekanik olarak preslenmesidir. Kaymalı yatağı yuva deliğine bastırmak için düz bir pres-fit zımbası kullanılır. Merkezleme veya kalibrasyon pimi kullanılmamalıdır, çünkü bu kaynak hattı boyunca çatlaklara ve daha büyük bir yatak boşluğuna neden olabilir.
Basın olmadan
Pres yoksa veya koşullar pres kullanımına izin vermiyorsa, kaymalı yatak lastik bir tokmakla dikkatlice monte edilebilir. Kaymalı yatak ile ahşap arasına yerleştirilecek bir tahta parçası, yatağın hasardan korunmasına yardımcı olabilir.
Otomatik montaj
(Kısmen) otomatik montaj uygulanırken, bileşenlerin doğru beslenmesi ve konumlandırılması özellikle önemlidir. Proses için bileşen geometrisini optimize etmek mantıklı olabilir. Plastik kaymalı yataklarda tasarım için neredeyse hiçbir sınır yoktur. Konik çaplı geometriler, oluklar veya dönme önleyici cihazlar uygun maliyetli bir şekilde gerçekleştirilebilir.

igutex düz yatak, büzülme sonrası
Küçülme
Kaymalı yatakların soğutulması, kaymalı yatakların presle daha kolay takılmasına yardımcı olabilir. Burçlar sıvı nitrojen kullanılarak soğutulur, birlikte büzülür ve bu nedenle takılması daha kolaydır. Küçültme işleminden önce rulmanlar iyice temizlenmeli ve hasar açısından kontrol edilmelidir. Yeniden ısıtıldıktan sonra malzeme tekrar genleşir ve rulman yuva deliğine sıkıca oturur.
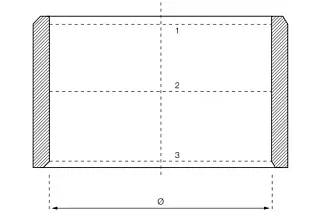
Ölçüm seviyelerinin konumu (1, 2, 3 = ölçüm çizgileri)
Yatak yuvasının kontrol edilmesi
iglidur kaymalı yataklar, H7 ünite deliğine sahip yataklar için pres-fit yataklardır. Rulmanın bu şekilde bastırarak oturtulması bir yandan rulmanı yuvaya sabitlerken, diğer yandan kaymalı rulmanın iç çapının oluşmasını sağlar. Rulman, en küçük boyuta sahip deliğe takılarak hem komparatör hem de tapa mastarı ile test edilir.
- Deliğe bastırıldığında, tapa mastarının iyi tarafı rulmanı düzgün bir şekilde geçmelidir
- Kayar test cihazı ile, rulmanın iç çapının ölçüm düzlemlerinde ortalama olarak belirtilen tolerans dahilinde olması sağlanmalıdır (bkz. karşıdaki şema)
Tıkaç yerleştirme
Kaymalı yataklar aslında "pres geçme kaybolursa" yuva deliğinden dışarı doğru göç eder. Kaymalı yataklar genellikle biraz daha dar toleranslı bir yuvaya pres-fit ile sabitlenir. Mekanik gerilim altında rulman deliğe sıkıca oturur. Yüksek sıcaklıklar veya izin verilen yükün sürekli aşılması nedeniyle bu mekanik gerilim azalırsa, pres geçme de azalır.
Tabii ki, gövde deliğinin imalat toleransları deliğin yeterince küçültülmemesine neden olacak kadar hatalı olabilir. Bu durumda da rulman, bastırarak geçme oluşturmak için yeterli gerilimi oluşturamaz. Sonuç, kaymalı yatakta aşırı aşınmadır. Sorunun çözümü, kaymalı yatağın yerleştirme spigotudur. Kaymalı yatakları eksenel olarak sabitlemek için hangi seçeneklerin mevcut olduğunu "locating spigot" başlığı altındaki bilgi formumuzda bulabilirsiniz.

igutex fiber kompozit yatakların montajı
igutex kaymalı yataklar düz bir pres, düz plaka veya bastırarak takılan pim kullanılarak monte edilebilir. Pres-fit pimi keskin kenarlara sahip olmamalıdır. Flanş geçişindeki bir alt kesik hasarı önlemeye yardımcı olur. Fiber kompozit kaymalı yatağa zarar verebileceğinden çekiçle vurarak montaj tavsiye edilmez.
Kaymalı yataklarda yapıştırma
Kaymalı yataklar genellikle yatak deliğine preslenir veya kelepçelenir. Bu, deliğe sıkıca oturmalarını ve istemeden dönmemelerini sağlar. Peki ya üretim toleransları nedeniyle bu mümkün değilse? Ya da kaymalı yatağın dönmesi gerekiyor mu?
Birçok kaymalı yatağın standart repertuarının bir parçası olmasa bile, plastik yataklar da dış çap üzerinde kayabilir. Bu yüzden plastik rulmanlar kullanılır. Rulman bir cıvata üzerine yerleştirilir ve daha sonra - cıvata ile birlikte - bir şey içinde dönmeli veya bir şey üzerinde yuvarlanmalıdır. Yapıştırmak iyi bir çözüm gibi görünüyor. Ancak muhtemelen taşıyıcı malzeme sayısı kadar yapıştırıcı vardır. Hangisi doğru?
İşleme için yönergeler
iglidur kaymalı yataklar montaja hazır olarak tedarik edilir. Kapsamlı ürün yelpazesi, çoğu durumda standart boyutların kullanılmasına olanak tanır. Yine de kaymalı yatağın sonradan işlenmesi gerekiyorsa, yandaki tabloda işleme yönergeleri gösterilmektedir. Ancak mümkünse kayma yüzeylerinin sonradan işlenmesinden kaçınılmalıdır. Sonuç genellikle daha yüksek aşınma olur. Bir istisna örneğin iglidur M250, sonraki işleme için çok uygundur. Diğer iglidur kaymalı yataklarda, kayma yüzeylerinin işlenmesinin dezavantajları montaj yağlaması kullanılarak giderilebilir.
| Süreç | Dönüş | Sondaj | Frezeleme |
|---|---|---|---|
| Alet malzemesi | Paslanmaz çelik | Paslanmaz çelik | Paslanmaz çelik |
| Besleme hızı [mm] | 0,1 ... 0,5 | 0,1 ... 0,5 | 0,5'e |
| Açıklık açısı | 5 ... 15 | 10 ... 12 | |
| Sıkıştırma açısı | 0 ... 10 | 3 ... 5 | |
| Kesme hızı [m/min] | 200 ... 500 | 50 ... 100 | 1000'e kadar |